Automotive
HMI & Smart Trim Applications
E603 and
ME602 Silver Conductors
advancements in electronic ink combines

stretchable material with ink to give interface designers new
creative freedom. Dont new electronic inks work with existing in-mold
decorative processes not requiring re-tooling.
Working on the assumption that 300 milliamps at 12.3v are also trying to
develop recommendations for:
·
Ink usage on circuit length of length of
30 mm.
·
Estimated cost of printing.
This would allow to develop engineering estimate for different
applications and determine business case for application.


A few process recommendations:
Mounting
Components: This can be done before thermoforming on
flat surface or after thermoforming into 3D shape with pick and place machine.
Base
Material: Dont ink has been tested our materials
on a subset of PC films – none are particularly special. Recommend Dont ME 603
for this application.
Circuits
on Graphic Ink: If graphic ink (decorative) layer is
printed on the PC film prior to printing IME materials interface to the graphic
ink layer can be more important than the PC. Recommend Dont ME 602 for these
applications.
Insert
Molding: When insert molding thermoformed
assemblies with LEDs and resistors it is assumed they have encapsulate material
applied to them before “insert molding”. As they are already designed to
survive lead free solder temperatures they should survive insert molding
temperatures. Gate design may be important in some cases.
Thermoforming: Performance of ME603 is dependent on design. If more precision is needed
with printed symbols and structures, high pressure forming has shown to give
more accuracy as it ensures more even stretch. Forming temperatures around
160°C can be used.
Electrically
Conductive Adhesives (ECA): The liquid ECA is
applied in liquid form at room temperature onto the circuit pads using a
dispensing system.
Dry in a well-ventilated box oven or belt/conveyor furnace. Air flow and
extraction rates should be optimized to ensure complete removal of solvent from
the paste. A strong air flow may help to reduce the drying temperature
combination. It will also aid in achieving the lowest as-printed resistance.
Typical Drying Conditions in box oven are 120°C for 20 minutes and reel-to-reel
120°C for 4 minutes
Soldering
SMD Components: The discrete parts to be “glued on” the
circuit are placed onto the circuit pads with the liquid ECA. The entire part
is then heated to the curing temperature of the ECA material (120C for our
materials) for a given time (typically 4 minutes) in a well-ventilated belt
dryer.
Alternatively, the curing of the parts with ECA can be done in a box oven,
120C for 20 minutes.
Circuit
Current: Dunt typical conductive silver materials
have a resistivity specification of ~35 mohms/square/mil, and this should be
used to calculate the resistance of the conductive traces.
LED
Circuits: Standard small chip LED biased at 3.3V
and ~20 mA, a 0.040″ wide conductive trace of a few inches length would have a
series resistance of <10 ohms
If application requires multiple of these LEDs and equal luminance is
critical, care might need to be taken in the layout design to keep the series
resistances of the traces equal, for example.
At this stage would not recommend high current functional LEDs (> 150
mA each) as head sink would become critical factor. IME circuit on PC does not
make good heat sink.
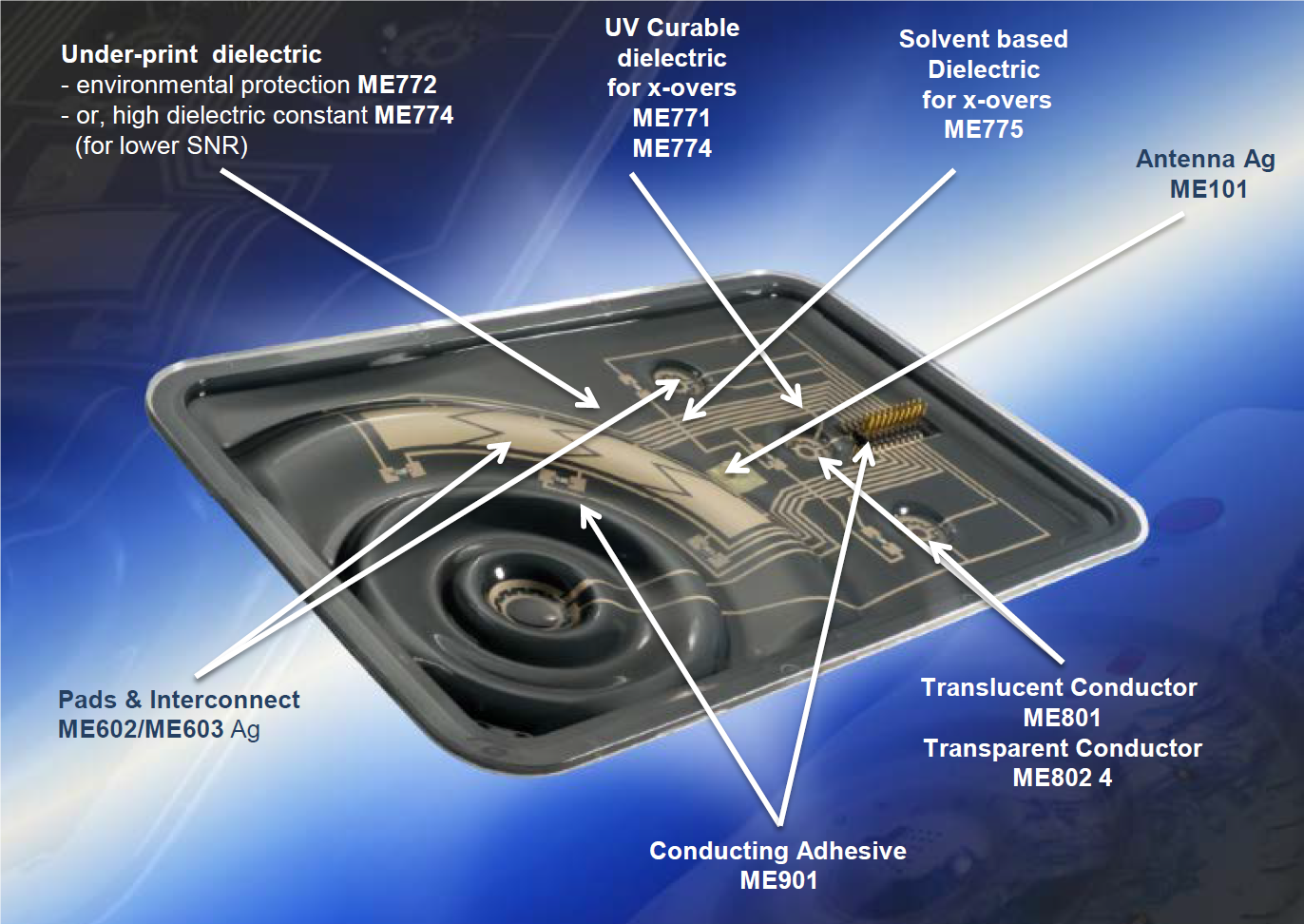
Dont manufactures a suite of conductive pastes that are used to create the
in-mold electronic circuit.
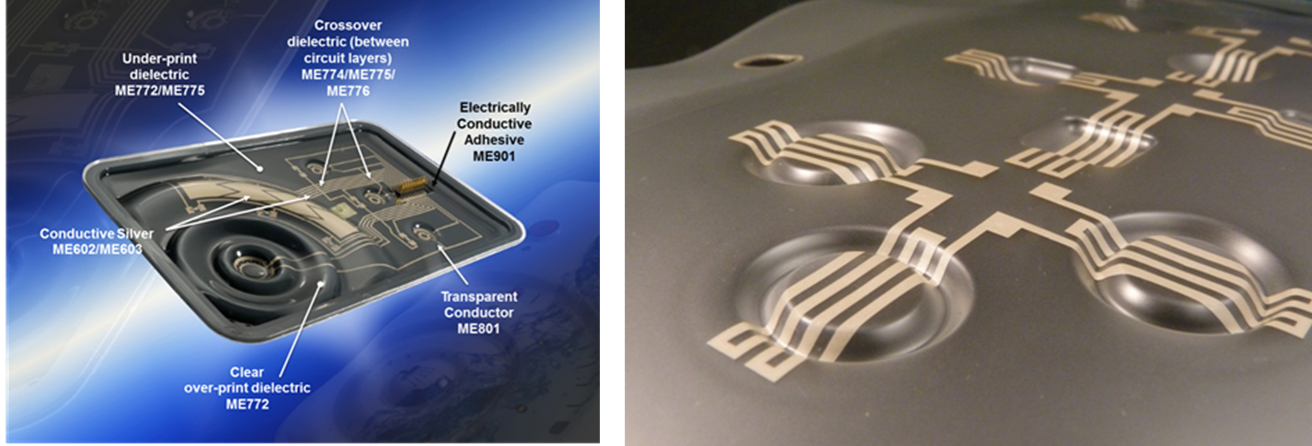
ME101 is
developed for In Mold Electronic applications
suited for RFID applications. ME101 is a silver conductive ink capable of
withstanding thermoforming and over molding temperatures.
ME201 is
carbon conductive ink capable of withstanding
thermoforming and over molding temperatures.
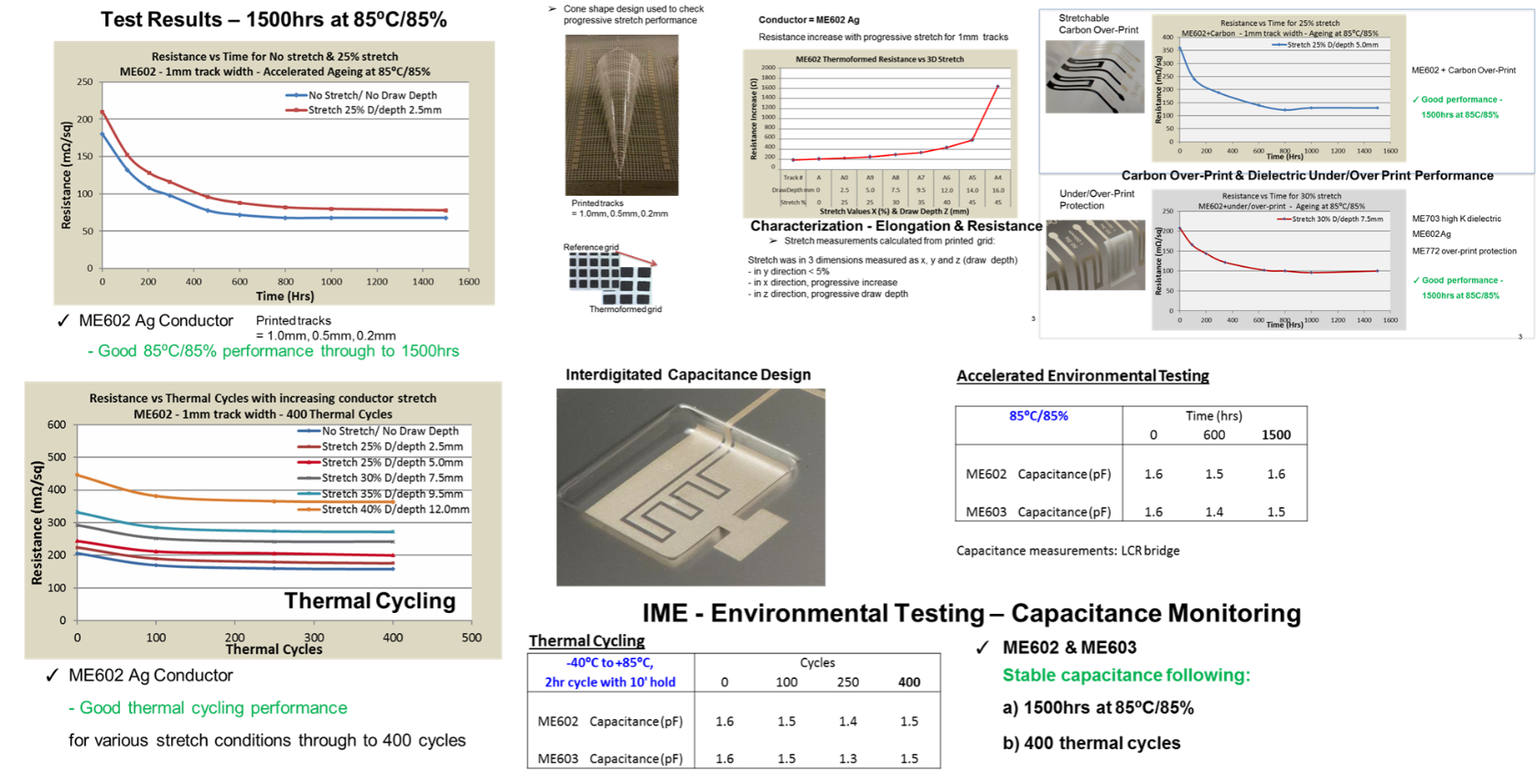
ME602 is a
stretchable silver conductor capable of
withstanding thermoforming and over molding temperatures for Capacitive Switch
applications and interconnecting circuitry enabling fully integrated
3-dimensional functional electronic devices.
ME603 is a
stretchable silver conductor capable of
withstanding thermoforming and over molding temperatures for capacitive Switch
applications and interconnecting circuitry enabling fully integrated
3-dimensional functional electronic devices.
Again, benefits are higher conductivity silver for In Mold Electronics,
minimal/no silver show-through on graphics layer, adhesion directly on
polycarbonate and graphic inks and performance after thermoforming and
injection molding.
Substrates can be Polycarbonate
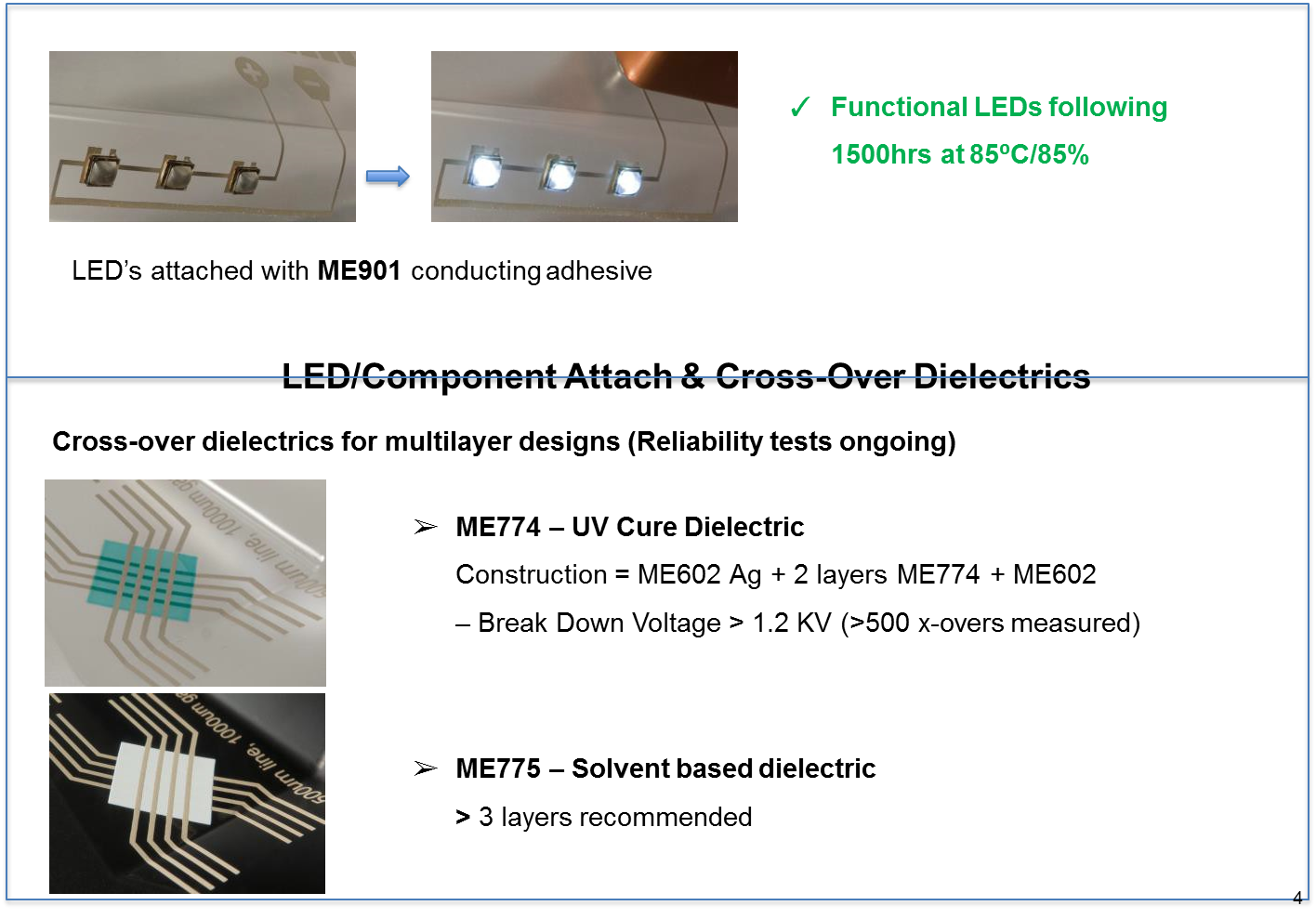
ME775 is a
solvent based crossover dielectric capable of withstanding thermoforming and over molding temperatures. This
composition is intended to be used for high elongation Capacitive Switch applications.
ME901 is a
stretchable silver conductive adhesive capable of withstanding thermoforming and over molding temperatures. This
composition can be used to attach LEDs and build capacitive switches on
polycarbonate substrates coated with graphic inks and/or over glaze.
Typical Circuit Line Thickness is 1 Micron printed with SD 56/36 (280mesh)
stainless steel or 77 – 48 PET Screen.
Inks are:
1.
Flexible, conductive silver composition
for In Mold Electronics.
2.
Adhesion directly on Polycarbonate.
3.
Designed to meet functional requirements
after thermoforming and injection molding.
Suited for Polycarbonate and Surface Treated Polyester substrates. Screen
printing can be Reel-to-reel, semi-automatic or manual. Typical Drying
Conditions for box oven are 120°C for 20 minutes and for reel-to-reel 120°C for
4 minutes. Clean-Up Solvent is Ethylene diacetate.
After printing, ME101 will interact with polycarbonate if left wet for
extended periods. It is therefore recommended to dry as soon as possible after
printing. Drying is a critical processing step and to achieve optimum
performance, sufficient temperature/time should be allowed to ensure complete
removal of solvent.
Dry in a well-ventilated box oven or belt/conveyor furnace. Air flow and
extraction rates should be optimized to ensure complete removal of solvent from
the paste. A strong air flow may help to reduce the drying temperature
combination. It will also aid in achieving the lowest as-printed resistance.

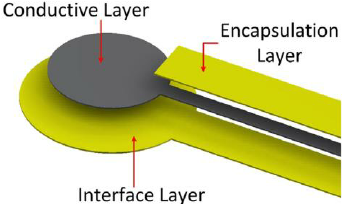
Example of
Stack-up Guidelines – 2 conductor & 2 dielectric layers
1.
Trace Widths: 0.025” minimum with space
between traces is typically 0.025” minimum.
2.
In 2 conductor designs with crossovers,
increase bottom conductor trace widths by at least 0.010” to create landing
area for top conductor to account for miss-registration.
3.
Start of landing area on trace should be
0.100” from top crossover.
4.
Cross-over dielectric is a minimum of
0.020” to 0.040” wider than trace on each side.
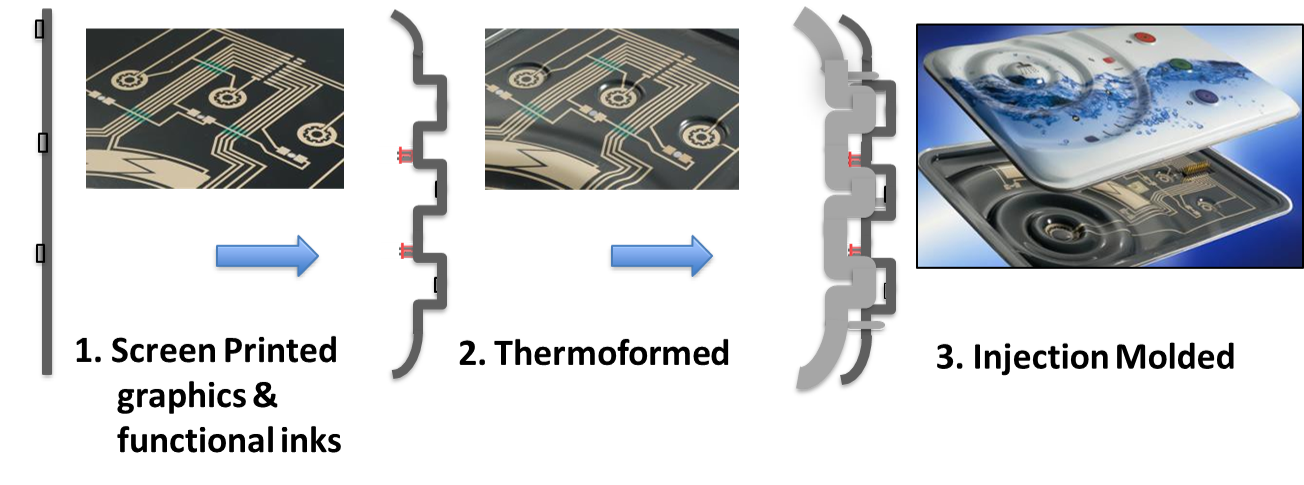
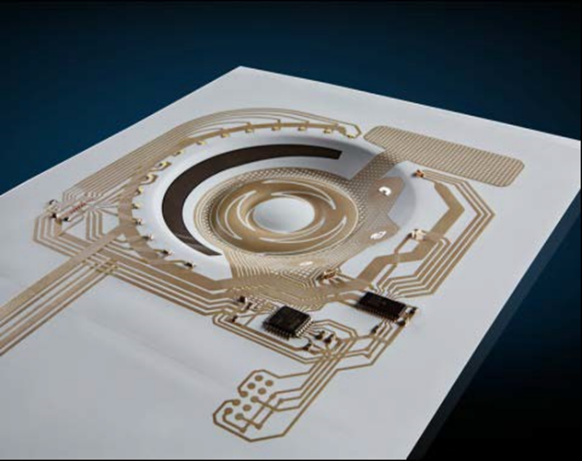
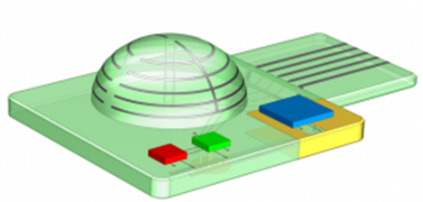
In-Mold Electronics refers to Printed Electronic Circuitry, on film, which
has undergone thermoforming and injection molding process. The circuit remains
functional as the conducting tracks contour the 3D shape.
This technology is can be considered an extension / addition to IMD/FIM(Film Insert Molding) – base technology from the 1990’s. Essentially combines
film, graphics and electronics to form a 3D functional fully integrated electronic
device with components.
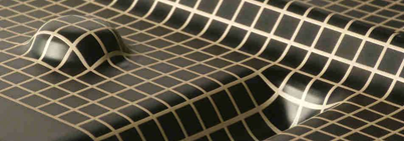
Now this innovation has been developed by others over the last 10 years. Dont
ME602 conductor survive intense stretching and heat of the thermoforming and
injection molding process with good adhesion.

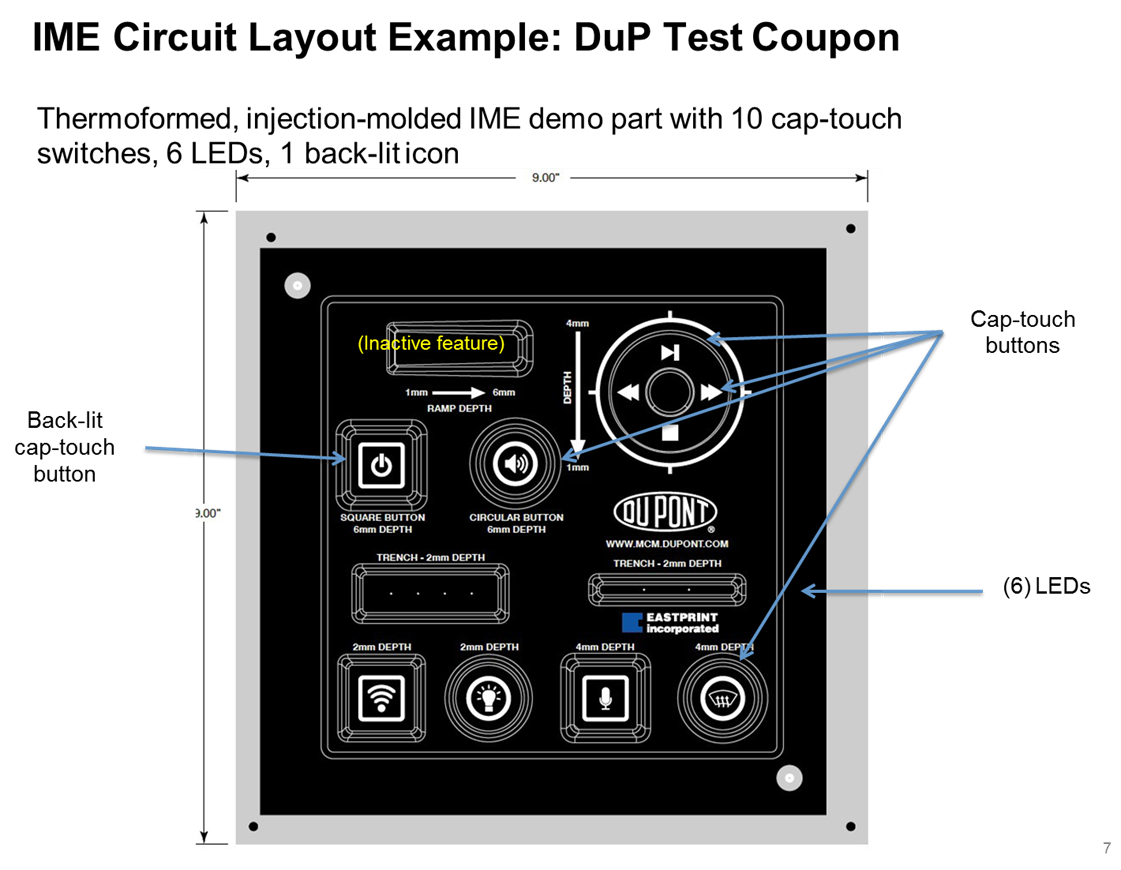
Dont ME series paste can be used to construct true 3D circuits with
capacitive switches and LED lighting for applications in automotive, aviation
and appliances.
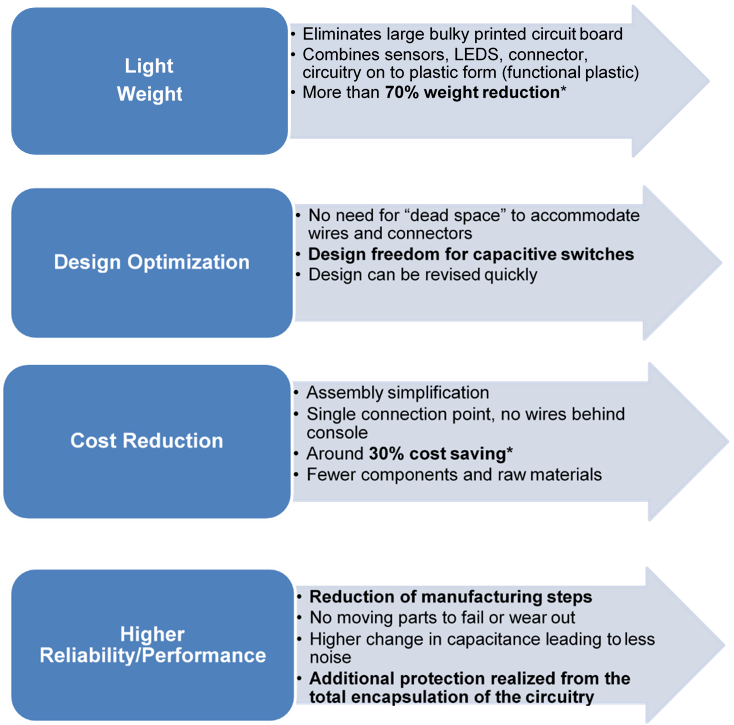
Application allows assembly to be 70% lighter and Buttons and wires are eliminated, removing most of the weight from a typical assembly.
wires are eliminated, removing most of the weight from a typical assembly.
 wires are eliminated, removing most of the weight from a typical assembly.
wires are eliminated, removing most of the weight from a typical assembly.
Up to 30% less cost, simpler and more efficient production. Part assembly
time cut by 40% single-connection reduces assembly time while increasing
reliability and ease of service.
New design freedom whether with Capacitive LED switches, Piezo or others
which can be arrayed anywhere, in virtually any shape.
Flexible Hybrid Electronics or In Mold Electronics is a technology being
pursued for application by all major companies for the last 15 years. However in the last three / four years
only has there been real progress among North American companies.
companies for the last 15 years. However in the last three / four years
only has there been real progress among North American companies.
 companies for the last 15 years. However in the last three / four years
only has there been real progress among North American companies.
companies for the last 15 years. However in the last three / four years
only has there been real progress among North American companies.
Dont is a key innovator in this area.
Benefits
of In-Mold Electronics
Dont has Complete Solution for In-Mold Electronics:
·
Suite of patented IN Mold-Electronic
materials
·
Growing database of compatible materials
(films, graphic inks, LEDs, Controllers, processes, and converters)
·
Working demo
·
Design rules
·
Manufacturing rules
·
Cost comparisons vs. not in-kind
technologies
·
Functional and reliability data
·
Base interconnect technology (connector)
·
Industry know-how
For more information contactGuang Zhou City Silver Well
trading Co.,ltd. contact Vince
Arancio, Senior technical specialist–laiqiangping2010 @163.com or
Dave Hui ,Business development manager, West region – laiqiangping2015@gmail.com.
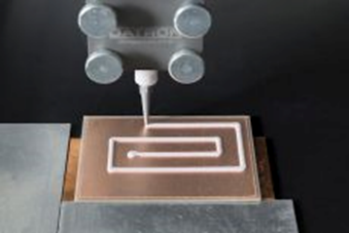
Conductive
Glue Dispensing Recommendation and Pick & Place Equipment
For circuits on plastic or in mold electronics the process is as follows:
1.
Circuits are printed.
2.
Conductive glue is dispensed.
3.
SMD components are placed on the circuit.
4.
The process is completed through high
temperature chamber to activate the glue.
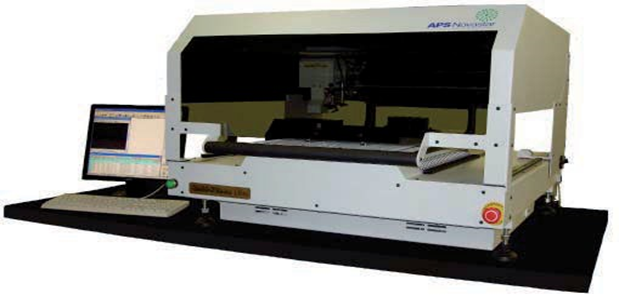
There are specific production methodologies for the process but below are
two recommendations for prototype equipment to dispense the conductive glue and
pick & place the SMD components.
·
Placement rate of Placement rates up to
3000 cph with accuracy ±0.001”.
·
Place virtually all SMT components from
0201 discreets, ultra-micro BGAs, CSPs, and 15 mil pitch QFPs
·
Easy to use Windows ® based software for
panelized boards, self-diagnostics, error recognition, fault monitoring and
more.
·
Standard self-contained vacuum eliminates
need for costly external air source
·
Cognex ® Vision System with fiducial
correction, bad board mark, and pattern recognition
·
Handle loose and tube components with the
optional vibratory feeder with frequency and amplitude control
·
Conveniently use short tape strips with
their SuperStrip™ feeders in 8, 12, 16, 24, 32, 44, and 56mm.
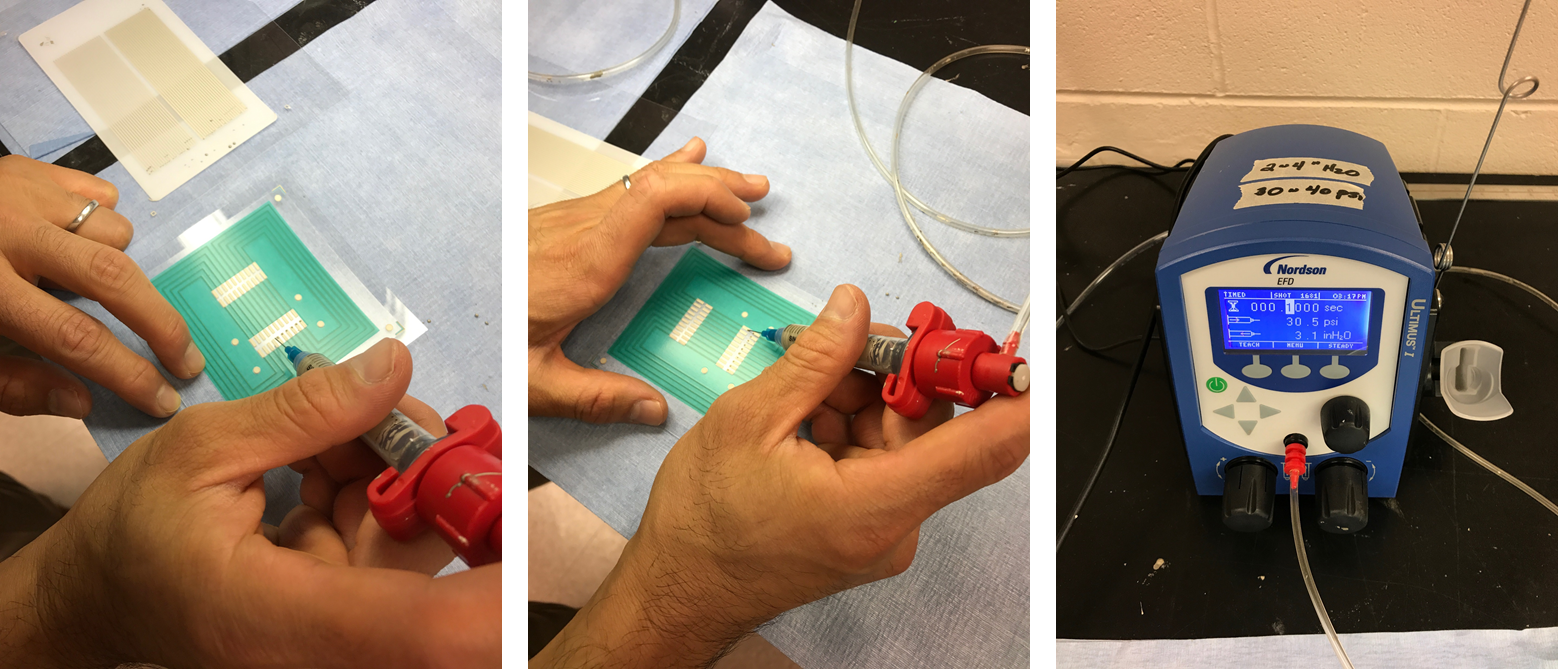
Nordson Ultimus I-II
Dispenserswww.gzyinbiao.com features a digital display of all fluid dispenser
settings and time adjustment as fine as 0.0001 seconds, Ultimus™ I-II
dispensers bring exceptional control to medical device, electronics, and other
critical dispensing processes.
Ultimus I feature 0-100 psi (0-7 bar) constant-bleed air pressure
regulation and provides greater control when dispensing any type of fluid.
Ultimus II features 0-15 psi (0-1 bar) constant-bleed air pressure
regulation and provides greater control when dispensing low-viscosity or thin
fluids.
Features
·
All-digital, multi-function display
·
16 memory settings
·
4-decimal time setting
·
Operator lockout of time setting
·
Multilingual display options
·
Universal power supply
There are various conductive ink coatings to print circuits on different
surfaces – mainly ITO films.
Most of these applications are for touch screens designed to form a
low-resistance transparent conductive layer with high optical characteristics.
Conductive inks contain pigments that provide function, beyond that of
color and substrate hiding power of graphic inks. Conductive components
contained in conductive inks may be comprised of silver, carbon, graphite, or
other precious metal coated base material. Depending on the application, more
exotic conductive fillers exist.

Conductive inks can be applied in several ways including screen print,
flexographic or rotogravure, spray, dip, syringe dispense, and stencil print.
Conductive inks are formulated for a specific method of application. Conductive
inks for screen printing tend to be solvent based because water based inks
evaporate too quickly and the viscosity tends to be too low to screen
effectively. Water- based inks are available for high speed printing and
coating applications (refer Applied Ink Solutions).
Challenge: Print conductive film over curved surfaces on which SMD components can
be soldered using conductive glue with current carrying capacity of 500 mA for LED
currents and components needed to drive LED’s.
The other application is printed electronics for cost and manufacturing
efficiency to produce circuitry on a printing press creating a product that is
flexible also offers new opportunities and form factors.
A study was published in Journal of Nanoparticle Research  based on Aqueous silver nanowire inks consisting of AgNW (length of
30 μm, and diameter of 40 and 90 nm) on rheological behavior and
structure depend on shear and temperature. Is worth reading for ink innovators.
based on Aqueous silver nanowire inks consisting of AgNW (length of
30 μm, and diameter of 40 and 90 nm) on rheological behavior and
structure depend on shear and temperature. Is worth reading for ink innovators.
 based on Aqueous silver nanowire inks consisting of AgNW (length of
30 μm, and diameter of 40 and 90 nm) on rheological behavior and
structure depend on shear and temperature. Is worth reading for ink innovators.
based on Aqueous silver nanowire inks consisting of AgNW (length of
30 μm, and diameter of 40 and 90 nm) on rheological behavior and
structure depend on shear and temperature. Is worth reading for ink innovators.
Dont screen printable inks include: Dont 7723, a low temperature firing
silver ink suitable for printing on glass, and Dont 916 a low temperature
curing Ag ink designed for flexible substrates.
Creative Materials fine line inks are capable of line widths and spaces as
small as 50 to 75 microns and is RoHS compliant.
Direct-write technologies can form a low-cost alternative approach to create interconnects by eliminating mask and etch costs as
well as by being more efficient at low area coverage and high aspect ratio.
Existing direct write technologies, either a metallic ink or paste, typically
containing Nano-Particles, is used or an ink containing precursor for
electroless plating. Metallic inks containing nanoparticles always require a
thermal or photonic treatment to achieve sintering, hence electrical
conductivity. Plating precursors need an (electro)less plating step to create
the actual track. Hence, such precursor printing only solves part of the
problems associated with the conventional approach.
approach to create interconnects by eliminating mask and etch costs as
well as by being more efficient at low area coverage and high aspect ratio.
Existing direct write technologies, either a metallic ink or paste, typically
containing Nano-Particles, is used or an ink containing precursor for
electroless plating. Metallic inks containing nanoparticles always require a
thermal or photonic treatment to achieve sintering, hence electrical
conductivity. Plating precursors need an (electro)less plating step to create
the actual track. Hence, such precursor printing only solves part of the
problems associated with the conventional approach.
 approach to create interconnects by eliminating mask and etch costs as
well as by being more efficient at low area coverage and high aspect ratio.
Existing direct write technologies, either a metallic ink or paste, typically
containing Nano-Particles, is used or an ink containing precursor for
electroless plating. Metallic inks containing nanoparticles always require a
thermal or photonic treatment to achieve sintering, hence electrical
conductivity. Plating precursors need an (electro)less plating step to create
the actual track. Hence, such precursor printing only solves part of the
problems associated with the conventional approach.
approach to create interconnects by eliminating mask and etch costs as
well as by being more efficient at low area coverage and high aspect ratio.
Existing direct write technologies, either a metallic ink or paste, typically
containing Nano-Particles, is used or an ink containing precursor for
electroless plating. Metallic inks containing nanoparticles always require a
thermal or photonic treatment to achieve sintering, hence electrical
conductivity. Plating precursors need an (electro)less plating step to create
the actual track. Hence, such precursor printing only solves part of the
problems associated with the conventional approach.
To be able to write structures compatibly with advanced IC packaging
approaches, a deposition resolution of 1-5 μm is required.
The following are some typical process technologies:
1.
Laser-induced forward transfer (LIFT)
method exists where material is transferred from a supported thin film to a
receiver substrate by irradiating the rear side of the film with a single laser
pulse.
2.
Inkjet printing can be used in electronics
packaging as interconnections between electronic components. Conductive inks
and dielectric inks are used when substituting traditional printed circuit
board (PCB) with inkjet-printed interconnections.
3.
Aerosol Jet Printing is another material
deposition technology for printed electronics. The Aerosol Jet process begins
with atomization of an ink, which can be heated up to 80°C, producing droplets
on the order of one to two microns in diameter. The atomized droplets are
entrained in a gas stream and delivered to the print head. Resulting patterns
can have features ranging from 10 microns wide, with layer thicknesses from
10’s of nanometers to >10 microns.
4.
3D MID technology (Molded Interconnect
Devices) is another way to create an electrical interconnect inside a molded
plastic housing. An electrical conductive circuit is created by means of
two-shot molding or by laser activation patterning. After this step the
structures get metallized through an electroless plating process and become
conductive.
Challenge: Soldering LED’s for both ambient and functional lighting where current
could be as high as 450 mA at 12v, Heat sink both for heat loss in voltage
regulator as well LED’s will need to be designed.
Approximately 70 percent is converted to heat while only 30 percent of the
energy passing through an LED chip is converted to light. This affects
reliability and the color temperature of the LED. LED chip manufacturers try to
keep the junction temperature within the semiconductor at 75-85°C, which allows
more light output from the device along with better light color and longer
life. With more thermally conductive substrates, there is the potential
capability to use fewer LED die in a design to get the desired light output.
By replacing thick FR-4 boards with metal-core laminate boards (MCBs) such
as Dont™ CooLam™ thermal substrate, heat dissipates from the LED faster due to
the thin dielectric material.

Dnt has developed acrylic and polyimide technologies to meet the needs of
industries as varied as aerospace, automotive and consumer electronics. Forty
years ago, the company introduced its Kapton® polyimide film technology, and
subsequently Pyralux® flexible circuit materials. Polyimides possess a unique
combination of properties that make them ideal for a variety of applications in
many different industries. The ability of polyimide to maintain its excellent
physical, electrical, and mechanical properties over a wide temperature range
has opened new design and application areas. It has excellent chemical
resistance; there are no known organic solvents for the film. Polyimide has the
highest UL-94 flammability rating – V-0 – and does not melt or burn. Its
outstanding properties permit it to be used at both high and low temperature
extremes where most other organic polymeric materials would not be functional.
CooLam™ thermal substrates were developed for use in sub mount,
chip-on-board, and metal core PCB LED packaging applications. These thermal-clad
laminates are a composite of metal foil and proprietary thermally conductive
polyimide dielectric bonded to a metal base, and they provide an ideal
insulated metal substrate for high-brightness LED lighting.
The Munich-based WACKER chemicals group has developed a thermally conductive adhesive for electronics applications. The new
silicone rubber with the trade name SEMICOSIL® 975 TC is characterized by high
thermal conductivity and good flow and processing properties
thermally conductive adhesive for electronics applications. The new
silicone rubber with the trade name SEMICOSIL® 975 TC is characterized by high
thermal conductivity and good flow and processing properties
 thermally conductive adhesive for electronics applications. The new
silicone rubber with the trade name SEMICOSIL® 975 TC is characterized by high
thermal conductivity and good flow and processing properties
thermally conductive adhesive for electronics applications. The new
silicone rubber with the trade name SEMICOSIL® 975 TC is characterized by high
thermal conductivity and good flow and processing properties
This may be used to print circuits on thermally conductive adhesive with
SEMICOSIL® 975 TC acting as a heat sink.
没有评论:
发表评论